
树脂复合材料磨削测温实验结果
2020/10/16 8:21:07 点击:
1磨削测温实验
本试验以碳纤维/树脂复合材料板为试验材料.进行磨削测温试验。该碳纤维增强复合材料的增强体是T300型碳纤维,基体材料是AG- 80型树脂,在预浸处理后铺层预置而成。材料如图1所示。
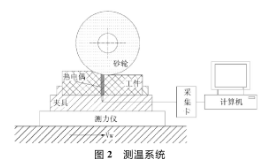
磨削系统中砂轮为绿色碳化硅GC60J,MM7132A型磨床。测温系统如图2。
2实验结果
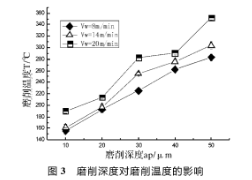
图3是GC60J砂轮磨削碳纤维/树脂复合材料的试验结果,在砂轮线速度Vs= 15. 7m/s的条件下.改变工件进给速度和磨削深度得到的曲线。由图3可以看出,增大磨削深度ap,工件表面磨削温度升高。主要是由于磨削过程中,增大磨削深度由于切削变形力和摩擦力均增大,因而使磨削温度升高。
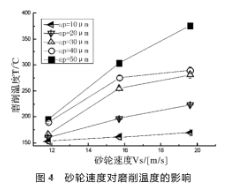
图4是GC60J磨削碳纤维/树脂复合材料的试验结果,在工件进给速度Vw = 14m/ min的条件下.改变磨削深度和砂轮线速度得到的几组曲线。由图4可以看出。增大砂轮转速Vs,工件表面磨削温度升高。增大砂轮转速,由于单位时间内工作的磨粒数增多。鹰削厚度变薄,切削变形能增大。同时,产生划擦和耕犁的磨粒数增多。是摩擦加剧,因而导致磨削温度升高。
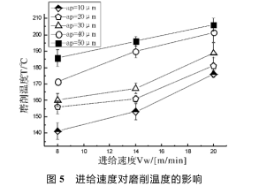
图5是GC60J磨削碳纤维/树脂复合材料的试验结果。.在砂轮线速度Vx= 11. 8m/s的条件下,改变磨削深度和进给速度得到的几组曲线。由图4可以看出.增大进给速度Vw,工件表面磨削温度升高,增大工件进给速度,使得每颗磨粒的切削厚度增大,因此使得磨削阻力增大,热源强度增大,因而导致磨削温度升高。
- 上一篇:在树脂结构中引入无机酸基团可以获得水溶性酮醛树脂 2020/10/19
- 下一篇:碳纤维树脂复合材料是一种应用广泛的先进复合材料 2020/10/15
{kind=link}