
金刚石软磨选择性去除粘合剂原理
金刚石软磨片关键问题在于去除粘合剂和不损伤软磨片。
在电火花整形过程中,脉冲电压加到修整电极和金刚石软磨片之间,在当时条件下相对某- -间隙最小处或绝缘强度最低处击穿介质,在该局部产生火花放电。如果放电点局部区域的功率密度足够高,产生的瞬时高温就可以同时使软磨片表面的金刚石磨粒和结合剂材料熔化甚至气化,形成放电凹坑.在重复放电过程中,放电凹坑相互重叠,逐渐将软磨片修整到所需形状。改变粘合剂金刚石软磨片由电导的粘合剂变换和非电导的超硬磨粒组成。
电介质雾在整个整修过程中主要有两个作用。它有助于放电通道保持在一个较小范围以至于小面积的电极表面产生的高热流密度。这保证了熔炼、甚至蒸发,可以发生。第二次使用的是冲洗介质的一些粒子聚集在电极上之间的差距。.
当电火花放电在软磨片上进行时,电脉冲能量转换成由周围介质流体的局限而产生的强放电能量沟。
因此,MEDD可以被定义为- - 个热的过程,因为这个微小酷热的地方,软磨片材料融化甚至是蒸发。电火花放电修整过程中每个火花热扩散距离
da =√4aton.
其中a是热扩散系数,t是点秒冲持续时间。
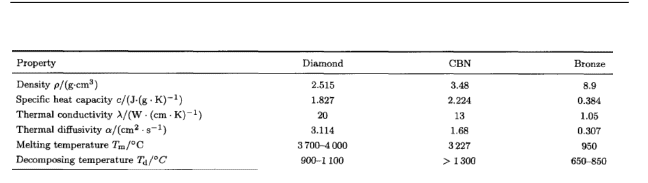
表1说明了金属结合剂材料在热物理性能方面的差异。主要的金属粘合剂为青铜和CBN。.此外金属结合剂材料在热扩散距离远小于金刚石软磨片直径。因此可以假定电火花放电过程是在-一个高密度空间内去除一一个污点。
青铜以及研磨材料的热物理性质(表1)
因此在不同深度和时间软磨片温度:
T (z, t)PT(z,t)=B{1-er(-2πλz \v4aata)}
其中P是脉冲功率; a 是软磨片材料的热扩散系数; t为启动时间; erf是补余误差函数。
当t=t.时,
Tmax= :2πλz ({1-er(\ V4aaton=)}
当研磨材料为CBN活或者金刚石时,Tm用于EQ。用T代替T.这是因为研磨剂在如此高温度下极其容易氧化。分解研磨剂所需的脉冲功率六到7倍远大于分解金属结合剂所需的EQ。
修整金刚石软磨片时,每个脉冲放电能量E= U(t)I(t)dt,
其中,; U(t) 为放电间隙中随时间而变化的电压; I(t) 为放电间隙中随时间而变化的电流。由于U(t)基本保持不变,E的决定因素在于峰值电流I.和持续时间tm
适当的脉冲电压,低于可分解研磨剂,高于对金属粘合剂的剔除,可根据协调调电火花加工参数,如峰值电流、脉冲时间。因此,金属粘合剂完全移除,而磨粒不受损,更好的突出,这就是金刚石软磨片雾气中放电技术的精髓。
- 上一篇:耐磨树脂粉的五大优点 2020/1/12
- 下一篇:金刚石软膜片的谱线密度比粘合材料要高 2020/1/9
{kind=link}